底座還叫床身鑄件,機床床身鑄件,大型床身鑄件,重型機床鑄件,龍門刨床身鑄件,消失模床身鑄件等。
底座特點:
1)底座形狀可以復雜,尤其可獲得機械加工難以實現的復雜內腔的部件。
2)底座的尺寸和重量不受限制,可大到十幾米、重數百噸,小到幾毫米、幾克。
3)底座生產批量不受限制,可單件、也可大批量生產。
4)成本低廉、節約資源。由于鑄件與零件的形狀、尺寸相近,因此節省了材料和加工工時。尤其是鑄造,可直接鑄出零件,是少無切削加工的重要發展方向。
5)底座與消震性好。由于鑄鐵中石墨有利于潤滑及貯油,所以好。同樣,由于石墨的存在的消震性優于鋼。
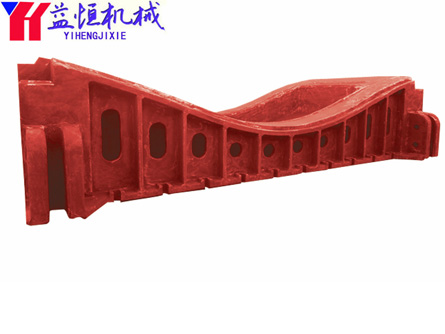
底座毛坯尺寸1910mm×960mm×1120mm, 大壁厚25mm, 小壁厚15mm,重量為2100kg,材質為HT300,導軌淬火.采用呋喃樹脂砂造型,15t工頻感應電爐熔煉。
底座介紹:
傳統的噴焊、電弧焊工藝,焊補后易產生裂紋,工件易受熱變形,容易出現二次氣孔,焊補處金屬顏色與母材差異大是其共同的特點,這也是傳統焊補工藝不能解決底座缺陷的根本原因。
但是,鑄造生產也存在某些不足,例如砂型鑄造生產工序較多,有些工藝難以控制,鑄件質量不穩定,非頻率較高;鑄件組織粗大常出現縮孔、疏松、氣孔等缺陷,其力學性能不如同類材料鍛件;鑄件表面較粗糙,尺寸精度不高;工人的勞動強度大,勞動條件差等。