制造有色合金鑄件時,已設計了適合合金鑄件的大批量生產各種特性垂直分型造型法,現正在推廣。
但是,具有要求的機械特性的鑄件,在用這種造型法達到相當高度的大批量生產之前,作為大批量鋁合金鑄件的生產方式,金屬型鑄造法依然占有優勢。
水平分型濕砂型鑄造法,對于中、小批量鑄造工廠,還是有利的造型法之一,無論是上型、下型方式,或雙面模板方式,對復雜鑄件的生產都有適應性。可在一個循環期內 換模樣,短時間運行、長時間運行都可以的進行生產。但手工操作需要機械化,為了生產表面優良、尺寸的鑄件,還需對整套設備進行改造。
溫砂造型法的選擇,需要考慮以下各點:
◆要有能造型出硬度均一的 鑄型的造型設備。◆可以 換模板。◆下芯、鑄型的裝卸機械化。
為使造型度均一,采用了多種技術。有幾種自動雙面模板機采用了射砂和壓實法,此時,為了取得均一的鑄型密度,射砂和壓實法,此時,為了取得均一的鑄型密度,射砂的方向要是與板垂直的方向。還有一種上型、下型造型機,為使鑄型密度均一,還采了微振擊和壓實。另外,為向模樣填砂時有強的沖擊力,也有用高壓縮氣體的。但是,為均一的鑄型硬度,采用了多種方法,對各種造型方式來講一種方法是解決不了的。在造型機的選擇上,要對現在使用的鑄造廠進行調查,并用自己的模樣試驗,以觀察其結果。
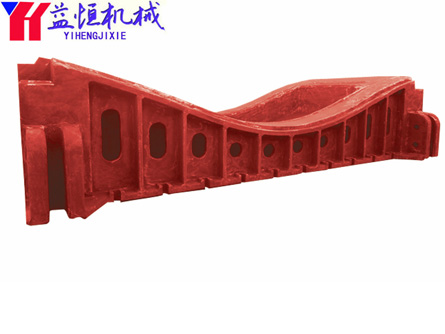
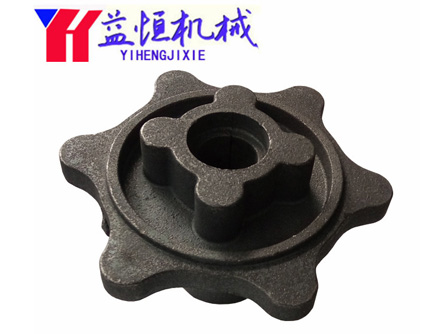
大型機床鑄件,球墨鑄件,消防栓鑄件,減速機鑄件,礦冶重機配件,灰鐵鑄件,雕刻機鑄件,http://btgszz.com/